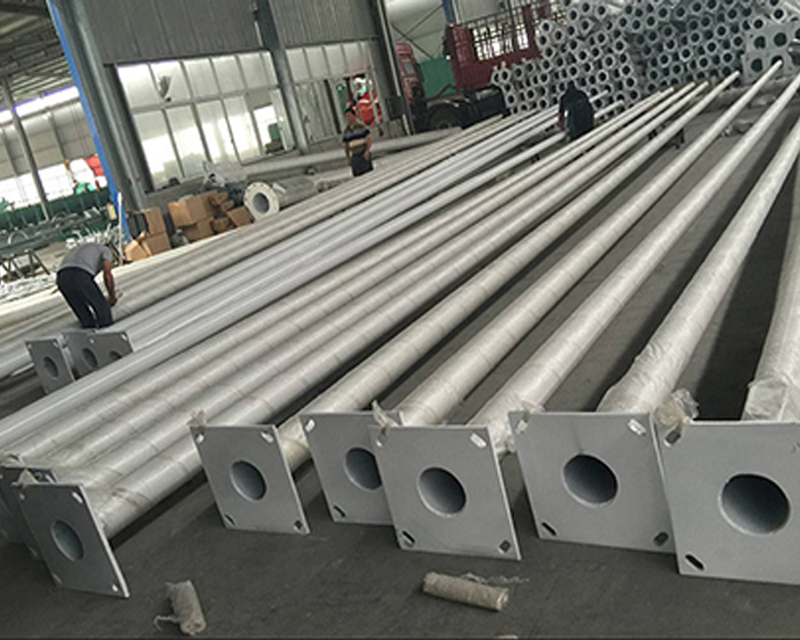
一个路灯杆的生产是有些复杂的,要经过多个步骤,接下来天煌照明为大家详细介绍一个路灯灯杆生产线的具体步骤。
1、灯杆生产线——简单卷板开平
主要是将钢卷板展开,绞平并裁切成所需的规格,系统由开卷机和侧导向性装置,绞平机,剪板装置,码料排,电气系统等六个一部分构成。非常适用路灯杆、旗杆等杆料装置的开平。
2、灯杆生产线——钢板斜剪
适用长型裁切板材的纵向裁切生产加工,裁切板材长短可随意调整。具备较高的劳动生产率,根据液压钢将所需裁切的板材压制于走动装置上,将园盘刀得转动裁切下,板才随行走装置运作而裁切板材,压料时,将板材按要求规格斜放,能够 剪锥度板材。非常适用灯杆子、国旗杆子的板材的裁剪。
3、灯杆生产线——双联板材数控折弯机
该机器设备有两台数控折弯机构成,双级连动,完成同歩工作中,任意装有不一样的路灯模具,能够 适用生产制造路灯杆,国旗杆,高杆灯等,应用于生产制造圆锥形路灯时,装上锥形模具,多刀钣金折弯,最终一刀正中间钣金折弯,一根锥形路灯就成型了。随后用灯杆卷圆机将灯杆拉出;需要生产制造不规则图形路灯,交通标志杆和路灯杆时,装上不规则图形专用型模具,多刀钣金折弯,最终钣金折弯正中间一刀,一根多变形路灯就成形了,随后用抽杆卷圆机将灯杆拉出。
4、灯杆生产线——自动合缝焊接机
该设备由主机头、牵引床身,伺料排罩构成,牵引床身由运动小车上牵引筒夹捏住钢钢大头小车运动,促进钢杆由短头向大头运动,在主机头六只夹爪夹紧下匀速运动,钢杆大端在松掉钢杆小车的劫持下,由发动机上导轮完成全自动碰角,钢杆合缝的另外,二保焊机刚开始波动电焊焊接,本机器设备选用自动焊接,助焊剂自动收购,焊接匀称,持续美观大方,渗入强,合缝电焊焊接一次成形,电焊焊接高效率,速率23米/分鐘,是气保焊的3倍,成本费小于气电焊焊接,是现阶段中国路灯制造行业电焊焊接速率更快,效果非常的好,价钱最少的机器设备。该机器设备关键电焊焊接路灯杆和国旗杆,杆体较为大的交通标志杆和路灯杆一般无需这一机器设备。
5、灯杆生产线——机械合缝机
本装置是适用高杆灯和交通标志杆在钣金折弯后合缝的专业设备。该装置由增压、涡杆驱动器合缝姿势,可连动实际操作也可单动实际操作,相互配合人工服务电弧焊接开展,高效率,焊接定形后再到全自动电焊焊接生产流水线开展电焊焊接,另外能够 对交通标志杆和路灯杆开展整圆。
6、灯杆生产线——半自动电焊焊接生产线
本装置电焊焊接不发亮,电焊焊接速度更快,适用各种各样杆体,人工服务调整便捷快速,焊接匀称,持续美观大方,渗入强,一次成形,速率1-3米/分鐘,是气保焊的3倍,是机械设备合缝机合缝后的交通标志杆,和路灯杆电焊焊接必需机器设备。
7、灯杆生产线——钢管校直机
该机器设备构造简易紧凑型,便捷,实际操做时,可由人工将钢杆放进压膜上,有一个人握紧、手执、按键点气体压力型。钢杆平行度由人工服务估测把握,高效率,该机器设备能够 调直一切样子的路灯灯杆,交通标志杆,国旗杆和路灯杆,头顶部整圆。
8、灯杆生产线——弯管机
依据设计方案必须,一些路灯杆的头顶部必须折弯,也就是自弯臂路灯灯杆,由主板和弯折模构成。配两套模具,直模在减速机清理下,将压在圆模上的无缝钢管沿圆模弯折,实际操作简易,不用加温和填充物,能够 立即将锥型路灯灯杆上端开展弯折,经济实惠是路灯杆生产厂家的追求。